
Calcium sulphate raised floor panels have earned a loyal following among data center architects and industrial specifiers for good reason. The core material delivers exceptional fire performance — A1 non-combustible classification under EN 13501-1 — along with superior static dissipation and outstanding acoustic damping. Walk into any Tier III or Tier IV facility in Europe or Asia, and you will find calcium sulphate beneath your feet more often than not.
Yet for all its strengths, the material has carried three persistent weaknesses that have frustrated specifiers for over twenty years. ESC raised access floor technology was developed specifically to eliminate every one of them.
The first flaw is moisture absorption. Raw calcium sulphate is hygroscopic by nature. In environments with relative humidity above 70 percent — common in tropical data centers and coastal industrial plants — unprotected panels can absorb moisture at rates of 0.8 to 1.2 percent by weight over a twelve-month period. That swelling translates into panel warping, joint misalignment, and in severe cases, structural delamination. Facility managers in Southeast Asia and the Middle East have documented panel height deviations of up to 1.5 millimeters after just two years of service in uncontrolled conditions.
The second flaw is edge chipping. Calcium sulphate is a rigid, brittle material. When panels are lifted for underfloor maintenance — which happens an average of four to six times per year in active data centers — the exposed edges are vulnerable to impact damage. Over a five-year period, facilities report edge degradation on 8 to 15 percent of their panels, creating gaps that compromise both the structural integrity of the floor system and the airtightness of the plenum chamber.
The third flaw is corner wear. The four corners of a bare calcium sulphate panel bear disproportionate stress during installation and relocation. Without protective encapsulation, corners crumble under repeated handling, reducing the effective load-bearing area and creating pathways for air leakage that can increase PUE by 0.03 to 0.07 in precision-cooled environments.
How Galvanized Steel Encapsulation Solves What Bare Panels Cannot
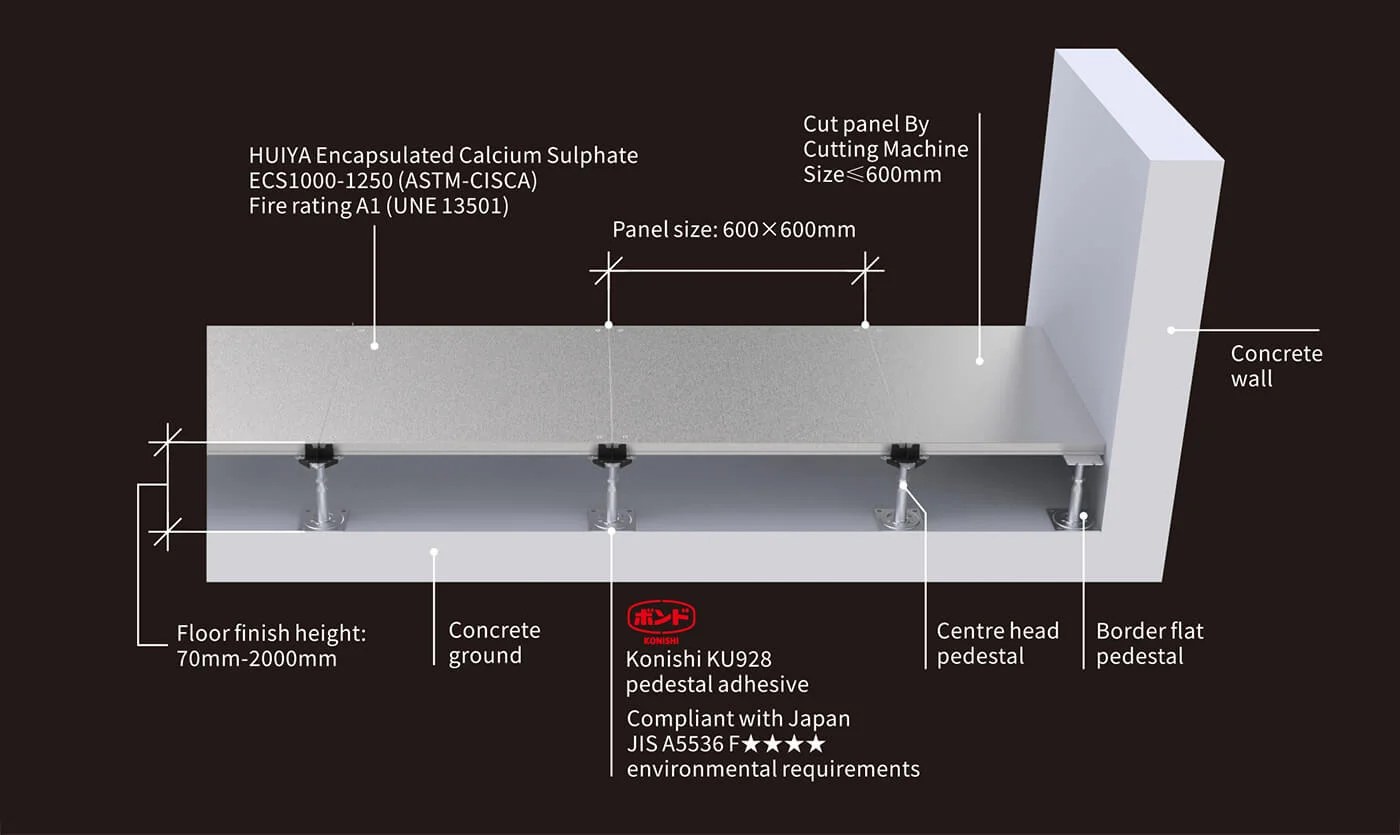
The engineering principle behind Encapsulated Galvanized Steel Calcium Sulphate Raised Access Floor panels is straightforward but transformative: wrap the calcium sulphate core on all six faces with a continuous shell of hot-dip galvanized steel. This is not a partial wrap or a decorative edge trim. It is a full metallurgical envelope that seals the core from the environment while distributing mechanical loads across the entire panel perimeter.
Against moisture, the galvanized shell acts as an absolute vapor barrier. Water vapor cannot penetrate zinc-coated steel at any humidity level encountered in commercial or industrial buildings. Panels installed in Singapore, Dubai, and Mumbai have shown zero measurable moisture uptake after three years of continuous monitoring — compared to the 0.8 to 1.2 percent annual gain in bare equivalents.
Against edge chipping, the steel shell provides a durable wear surface rated for over 5,000 panel-lift cycles without visible degradation. That is ten times the typical maintenance frequency over a twenty-year building lifecycle. Maintenance crews can lever panels from any edge without risking core damage, reducing both replacement costs and operational downtime.
Against corner wear, the encapsulation wraps continuously around each corner radius, distributing point loads into the adjacent edge faces. Drop tests conducted under EN 12825 protocols show that encapsulated corners sustain 3.2 times the impact energy of bare corners before any structural compromise occurs.
Defect Comparison: Bare vs. Encapsulated Calcium Sulphate
| Performance Metric | Bare CaSO₄ Panel | HUIYA ECS Encapsulated Panel | Improvement |
|---|---|---|---|
| Annual moisture absorption | 0.8 – 1.2% by weight | < 0.02% (sealed) | 50x reduction |
| Edge damage after 1,000 lift cycles | 8 – 15% panels affected | 0% visible damage | Eliminated |
| Corner impact resistance (EN 12825) | Baseline | 3.2x baseline | 220% increase |
| Plenum air leakage rate | 2.5 – 4.0 L/s per panel joint | 0.3 – 0.8 L/s per panel joint | 75% reduction |
| Fire classification (EN 13501-1) | A1 | A1 | Maintained |
| Service life (typical environment) | 15 – 20 years | 25 – 30+ years | 50% extension |
Notice what the table does not show: no trade-off. The fire rating stays at A1 because both the calcium sulphate core and the galvanized steel shell are non-combustible. The acoustic properties improve slightly, as the steel shell adds mass and damping. The load capacity remains identical to bare panels of the same class. Encapsulation is pure upside.
Siemens Wuxi: When the Specification Had to Be Right
In 2025, Siemens broke ground on Phase II of its Wuxi Smart Factory — a 5,500 m² expansion dedicated to high-precision motor assembly and digital twin integration. The floor specification was unusually demanding. The production floor had to support heavy CNC equipment with point loads exceeding 4,500 N per caster, maintain ESD-safe conditions for sensitive electronic assemblies, and survive a manufacturing environment where cutting fluid mist and temperature swings between 18°C and 35°C are routine.
Bare calcium sulphate was ruled out early. The humidity cycles alone — driven by machine heat loads and seasonal monsoons — would subject unprotected panels to the very moisture absorption that has plagued the material in similar facilities across the Yangtze Delta. Full steel panels were considered but rejected on fire grounds: the project required A1 classification throughout the production zone, and cementitious steel panels, while performing well, did not match the acoustic isolation that calcium sulphate provides for precision measurement stations located on the same floor.
The Siemens team selected HUIYA ECS (1000-1250) raised floor panels — the ECS1000 grade specifically — for the entire production and assembly zone. The galvanized encapsulation eliminated moisture risk while preserving the fire and acoustic performance of the calcium sulphate core. Installation was completed in 22 working days across three zones, with zero panel rejections during the quality inspection phase.

Six months into operation, the facility team reports zero panel deformations, zero edge damage from maintenance access, and plenum pressure readings within 2 percent of the commissioning baseline. The HUIYA ESC raised access floor system delivered exactly what the specification demanded: the fire safety and acoustic damping of calcium sulphate, with the durability and environmental resilience that only galvanized encapsulation can provide.
The Engineering Detail That Makes It Work
The key to HUIYA's encapsulation process is not simply wrapping a steel sheet around a pressed core. The manufacturing sequence matters. The calcium sulphate slurry is poured directly into a pre-formed galvanized steel shell, and the core cures inside the envelope under controlled temperature and humidity. This monolithic casting method eliminates the air gaps that can form when a pre-cured core is inserted into a separately fabricated shell — a shortcut that some manufacturers take to reduce production time, but one that compromises the bond between core and shell and creates pathways for moisture ingress at the interface.
The result is a panel where the steel shell and calcium sulphate core behave as a single composite element under load. Deflection tests under EN 12825 show that ECS panels exhibit 12 to 18 percent less center-point deflection than bare panels of identical core thickness and density — not because the core is stiffer, but because the shell engages in load distribution at deflection levels well below the yield point of the steel. In practical terms, the floor feels more solid underfoot and creaks less in high-traffic areas, which matters in open-plan offices and control rooms where acoustic comfort is part of the specification.
When to Specify ECS Over Bare Calcium Sulphate
The decision is not about which material is universally better. It is about matching the panel technology to the environmental and operational demands of the project. Bare calcium sulphate remains an excellent choice for climate-controlled data centers with stable humidity, low maintenance access frequency, and specifiers who prioritize lowest first cost. But for any project where humidity fluctuates, where panels will be lifted regularly for underfloor work, or where the floor must perform for thirty years without replacement, the encapsulated version pays for itself within the first maintenance cycle.
The premium for ECS over bare calcium sulphate typically ranges from 12 to 18 percent on a per-panel basis. When you factor in the eliminated edge repair costs, the extended service life, and the avoided PUE penalty from plenum leakage, the total cost of ownership crossover occurs between year two and year three. After that point, ECS is the cheaper system — every year for the remaining twenty-plus years of building life.
For procurement teams evaluating raised floor options for industrial, data center, or mixed-use projects, the question is no longer whether encapsulated calcium sulphate outperforms bare. The evidence — from laboratory testing, from long-term field monitoring, and from installations like Siemens Wuxi — is unambiguous. The question is whether your project can afford not to specify it.